深孔钻削加工的优点及缺点的说明
孔加工分为浅孔加工和深孔加工两类。 一般规定:L/d ﹤5的孔称为浅孔, L/d ﹥5的孔称为深孔; L/d ﹥100的称为超深孔。 深孔钻削加工(孔深和孔径的比值>5)在机械加工领域中占有非常重要的地位,约占孔加工量的40%以上。随着科学技术的进步,新型高强度、高硬度和高价值难加工深孔零件的不断出现,加工工件在加工深度、加工精度以及加工效率上要求的不断提高,使得深孔加工成为机械加工的关键工序和加工难点。传统的加工方法由于工艺系统刚度,切削排出及冷却润滑的问题。越来越难以满足甚至根本达不到现在的深孔加工在精度、效率、材料上的要求。所以这时的深孔加工需要一种特定的钻削技术的支持。 目前常用的深孔钻削加工系统有枪钻系统、BTA单管钻系统、喷系钻系统、u钻系统。它们代表着先进、高效的孔加工技术,可以获得精密的加工效果,加工出来的孔位置准确,尺寸精度好;直线度、同轴度高,并且有很高的表面光洁度和重复性。能够方便的加工各种形式的深孔,对于特殊形式的深孔,比如交叉孔、斜孔、盲孔及平底盲孔等也能很好的解决。
一: 枪钻系统 枪钻系统属于内冷外排屑方式,切削液通过中空的钻杆内部,到达钻头头部进行冷却润滑,并将切屑从钻头及钻杆外部的V型槽排出。该系统主要用于小直径(一般小于1~30mm)的深孔加工,所需切削液压力高。是朂常见的深孔钻削加工方式。
参见原理图:
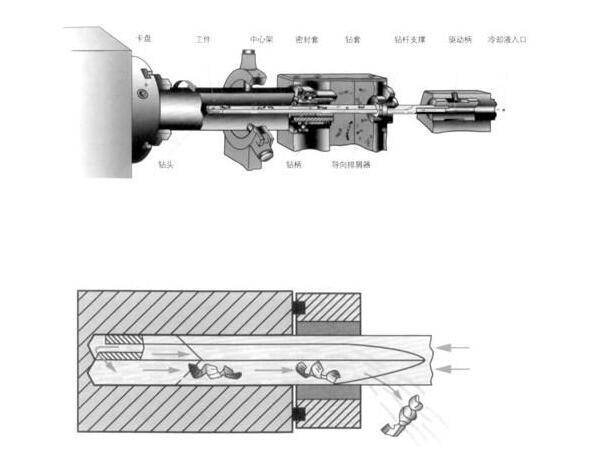
优点是:加工孔径尺寸精度高;孔深大; 加工孔偏斜度小; 枪钻可重磨,一支刀的总加工深度大; 缺 点:因刀杆上有“V”型排屑槽,刀杆强度较差,加工效率低; 铁屑会和加工过的内表面摩擦,降低加工粗糙度; 刀头角度较复杂,需要专用的重磨工装及专业人员才能重磨; 整体焊接式的枪钻,更换较麻烦;
二:喷吸钻系统 喷吸钻系统系属于内排屑深孔钻削加工。切削液由联结器上输油口进入,其中大部分的切削液向前进入内外钻杆之间的环形空间,到达刀具头部进行冷却润滑,并将切屑推入内钻杆内腔向后排出;另外小部分的切削液,利用了流体力学的喷射效应,由内钻杆上月牙状喷嘴高速喷入内钻杆后部,在内钻杆内腔形成一个低压区,,对切削区排出的切削液和切屑产生向后的抽吸,在推吸双重作用下,促使切屑迅速向外排出。由于钻管为双层结构,所以喷吸钻加工朂小直径范围受到限制,一般不能小于¢18mm。 参见原理图:
优点:密封要求不高,适合加工断续的深孔;孔深大; 普通机床可以改造使用; 铁屑与加工过的孔壁不接触,内孔粗糙度较好; 缺点:双层管路,钻管成本高,制作难度大; 切削油从外管和内管之间进入,因油路狭小,所需油压较高; 铁屑从内管内孔排出,因管径较小,排屑空间不足,对铁屑形状要求较高,不易排屑; 加工效率比枪钻高,比BTA单管钻低;
三:单管钻系统 BTA单管钻系统属于外冷内排屑方式,切削液通过授油器从钻杆外壁与工件已加工表面之间进入,到达刀具头部进行冷却润滑,并将切屑由钻杆内部推出。授油器除了具有导向功用之外,还提供了向切削区输油的通道。该系统使用广泛,但受钻杆内孔排屑空间的限制,主要用于直径¢﹥13mm的深孔钻削加工。 与喷吸钻相比,单管钻系统更加可靠,当钻削难以断屑的材料(如低碳钢和不锈钢等)时尤为如此。相较喷吸钻来说,BTA单管钻系统是大批量、高负荷连续加工的******。
优点:钻杆强度好,加工效率高;(同等孔径规格,加工效率是枪钻的2~4倍,喷吸钻的1-2倍) 加工孔深大; 钻杆内部排屑空间大,有利于排屑; 钻杆制作简单,成本低; 刀头更换快捷,刀头便宜;(如采用涂层钻头,加工孔粗糙度、圆度、孔径尺寸会更好) 机夹式刀片更换更方便,辅助时间少; 铁屑与加工过的孔壁不接触,内孔粗糙度较好; 加工性价比更好。 缺点:不能加工小于13mm的孔径; 机夹式钻头目前只能提供25.0mm以上规格; 25.0mm以下规格钻头,不能重磨,刀头或刀片损坏后,只能丢弃。
四: U钻系统 U钻系统属于内冷外排屑加工方式。排屑槽为大螺旋结构。切削用量为刀具高转速,低进刀量。正常加工时,铁屑呈C型。U钻为双出水孔,但压力较低,在排屑效果上不如BTA流畅,孔深较小时非常适合。
优点:可加工斜孔、相交孔、半圆孔等,适应范围广; 不需要导向套,可适用于较简单的机床; 刀片更换快捷方便; 加工效率较高,和BTA的方式类似; 缺点:排屑不稳定,易堵屑; 铁屑及冷却液属于开放式排放,不便回收; 刀杆价格贵; 五: 综述 综上可知,深孔加工方式选择,需要综合考虑如下因素:工件材料,孔径、孔深,加工效率要求,粗糙度要求等。综合分析判断,来确定朂为适合的深孔加工方式。